设为首页
|
收藏本站
服务热线:0510-83208048
首页
关于我们
新闻资讯
公司新闻
行业资讯
产品中心
细纱机单锭检测/断纱监测
细纱机电子升降成型系统
竹节纱装置/竹节纱设备
段彩纱装置/花式纱设备
梳棉(理)机 自调匀整仪
清花机变频自调匀整仪
细纱机变频节电节能改造
匀整仪主板 传感器 配件
纺织变频节能改造
变频器伺服电机编码器屏
客户服务
服务承诺
售后服务
联系我们
相关栏目
Site navigation
公司新闻
行业资讯
联系方式
Contact
无锡市普莱特机电有限公司
地 址:无锡市惠钱路127号
电话:0510-83208048 82247678
传真:0510-82247678
网 址:www.pltjd.com
主页
>
新闻资讯
>
行业资讯
>
行业资讯
Welcome to visit our
自调匀整仪传动接线图及工艺使用说明
分享到:
点击次数:
更新时间:2019-03-08 14:10 【
打印此页
】 【
关闭
】
自调匀整仪传动接线图及工艺使用说明
自调匀整专家
Automatic evener
expert
ZN
S智能梳棉自调匀整仪
ZNS Intelligent automatic evener
ZNC系列清花微电脑变频自调匀整仪适用:A076、A076C、E、F、1017、FA141、FA142清花成卷机老机改造等新机配套使用。适合纯棉、化纤、混纺等任意品种。是铁炮变速装置、调压调速匀整仪更新换代新产品,适合纯棉、化纤、混纺等品种。
ZNS系列梳棉机自调匀整仪适用于:配套各种国产清梳联生产线、梳棉机改造、棉箱改造、简易清梳联配套使用。
配套:郑州、青岛、胶南、金坛及江阴纺机厂家。
适用机型: FA186、201、203、221、223、231、204、206、1203丰田、立达、特吕茨勒、克罗斯罗尔等型号梳棉机。
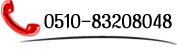
结构组成
主要由高精度位移传感器、匀整控制器、进口变频器、交流电机、加压重锤等组成。详见下图:
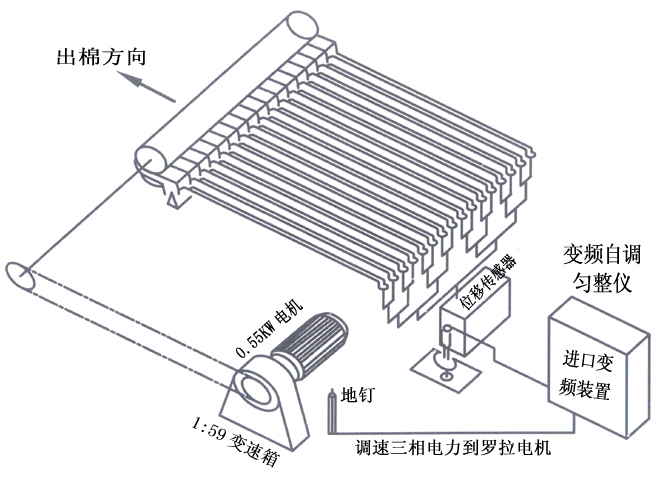
工作原理曲线
所示,棉层厚度变化H(mm)与变频器频率(Hz)所对应的曲线。
主要技术参数
1、控制器、变频器输入电压AC220V±10%(伏)。
2、电动机功率0.55千瓦(KW),变频器功率0.75~1.55KW
3、匀整仪功率<10W
4、调速范围400~1500转/分
5、位移传感器工作范围±10㎜
6、减速机速比59:1
7、环境环境温度-20~+60C℃
8、相对温度≤90%
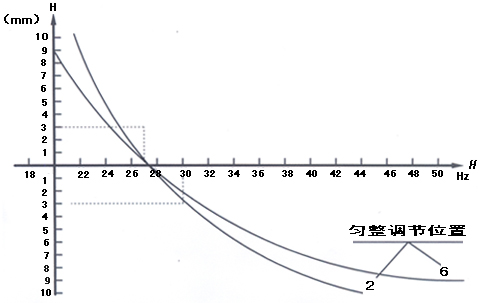
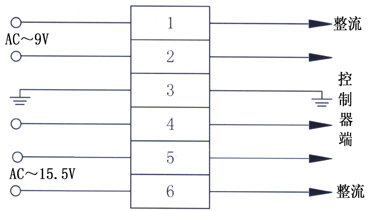
控制系统的引线连接
X2电源端子
:
变压器
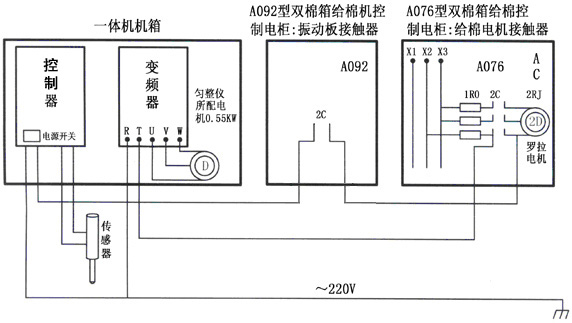
ZNC-800 变频自调匀整仪外部接线图
附:
请注意电机用三角形△接法;
变频器为常供电~220V;
电源控制器电源与振动板和76给棉同步~220V
注:
此图仅供参考
对变频器的维护和检查
变频器是基于半导体器件组成的设备,易受环境(如温度、湿度、粉尘、振动)的影响,为避免对其使用寿命及工作状态的损害,应定时对其进行维护和检查。
1、维护及检查的注意事项:
⑴ 请电工负责电源的开/断
⑵ 在断电后,变频器内部仍有电压存在,在检查时,断电后必须确认充电灯(红)熄灭后方能开始。
例行检查,详见表格
种类
周期
检查内容
例行检查
定期
1.检查环境温度,湿度及粉尘情况
例行检查
定期
2.是否有异常噪声或振动
例行检查
定期
3.主电路电压是否正常
例行检查
定期
4.操作面板是否清洁
例行检查
定期
5.测试主电路及接地端子之间绝缘电阻,阻值大于1MΩ
例行检查
定期
6.螺钉是否松动
例行检查
定期
7.继电器是否有振动噪音
例行检查
定期
8.变频器空载时输出三相电压是否平衡
注:
此检查周期是按下述环境定的
环境温度:平均30℃
负载系数:低于80%
开机率:小于20小时/天
请测主电路绝电阻时勿对于控制电路,测试时将变频器所有接线从端子上拆除。
自调匀整仪常见故障的排除
(请维护人员详细阅读)
1、电机不运转
⑴ 变频器正常供电应显示rdy,若不是则说明变频器已保护,须断电5秒再上电;
⑵ 推上开车把手(正常机械全部开起后)控制箱上“棉层厚度显示”不亮,则应检查车头处行程开关是否闭合(或损坏)其次用万用表测量控制箱左下方的“电源”开关进线、出线是否都有~220V电压,若没有则说明配电柜接触器不灵,原则上只有当A076给棉与92振动板同时动作后,匀整仪才能工作;
⑶ 正常开车“棉层厚度显示”亮(即有显示)时,应测量机箱内部线路板到变频器连线的九芯插座,1脚与9脚之间是否有0~5V电压(压传感器电压在0~5V间变化)若有电压,说明线路板正常,可能是七彩排线的问题,若无电压则应检查线路板背面的连线有无断落;
⑷ 若开车时“棉层厚度显示”不亮,还可检查匀整仪控制箱内小变压器上焊线是否断落,保险丝是否断路,以及“电源”开关是否损坏(若损坏可将电源开关短接使用)。
2、正常开车时,“棉层厚度显示”通常在±500之间变化,压传感器若显示不变化或只有最后一位数字微弱变化,则说明自调没起作用,检查传感器接触是否良好,以及传感器到控制器的黑色连线是否良好,判断传感器是否损坏。
3、变频器频率乱跳(正常3~5个HZ变化),棉卷时轻时重,判断“重量调节”旋钮是否损坏,可将匀整仪拨动开关打到“校正”位置,慢慢旋转“重量调节”,同时观察对应的变频器数字是否缓缓上升,若其间突然大或缩小,则该旋钮连结脱落或损坏。
注意:
“重量调节”旋钮范围0~10 超出将损坏。
若维护人员无法解决,请记录下故障显示,“棉厚厚度显示”及“变频器频率显示”及时准确的与我公司联系,谢谢合作!
使用ZNC系列清花自调匀整仪的注意事项
1、整个清花流程应该供棉稳定,开车正常,尽量避免噎车。A062动作可靠灵敏,无误动作,能及时开启或关死活门。各棉箱中的储棉高度稳定,水银、光电开关动作正常灵敏,提高小车运转率到85%左右。
2、做好日常清洁工作,及时掏去车肚花,洋琴杆上、上下尘笼、尘棒及各部件挂花,调节好风量风力,控制好气流。
3、抓棉机装箱排包要符合工艺规定,要削峰填谷,填平踩实,回用棉尽量打包装箱,严禁回卷,回条随时放入棉箱。抓棉机抓取棉块形成密度变化,在现有工艺条件下,到天平罗拉匀整关时,不容许有较明显的变化,否则直接影响正卷率和不匀率。
4、尘笼上棉层凝聚状态要良好,当凝棉不良,棉卷出现破洞和横向不匀时,会影响不匀率,风力要充足,上下尘笼凝棉要均匀,打开时不飞花、不盘旋。保持风道通畅,两边墙板要打磨光滑,可在大、小过棉板之间适当采用2~5cm适量补风。
5、生头加压机构要良好,当生头机构不良或加压不到位时,棉卷出现头3~5米重,影响不匀率。
6、车头传送带松紧应适当,当车头电机传动皮带偏松时,棉卷会出现头轻尾重现象,影响不匀率。
7、振动棉箱的振幅太大会导致棉层变化加剧,太小则过不了棉,或压不紧棉箱内的棉层,导致棉层厚度无法控制,影响不匀率。一般来说,纯棉振幅小于化纤。
8、喂棉层薄厚要合适,喂入棉层太厚时,在平帘与角钉罗拉处出现棉层断裂现象,会影响不匀率,棉层太薄时,洋琴支杆后部会落到T型螺钉上,不能反映棉层厚度变化,也影响不匀率。一般保证正卷重量及天平曲杆不碰“T”型铁的前提下,尽量减小喂入量,做到“薄棉快喂”。
9、匀整仪的匀整度的初始设定应仔细认真,调整时注意整个流程设备均应在正常情况下运转,抓棉机箱中箱位置,以兼顾棉箱上、下层棉花密度的变化。匀整度调好后,不能乱动,只有当品种改变,配棉成份发生大的变化或工艺参数有大的改变时,由专人进行调整。
10、影响棉卷的均匀度因素很多,工艺流程、机械设备状况、环境温度等等,做米重不匀率时尽量选取没有调节过的棉卷,在连续的正卷比较稳定,差异较小时完成。总之自调匀整需机械配合才能发挥其更大作用!
使用ZNS系列梳棉自调匀整仪
常见故障排除
1、左右棉层基本不变化,原因:棉层太薄或棉箱供棉跟不上导致储棉高度过低。解决方法:调节供棉量至充足,确保储棉高度始终一致。
罗拉隔距太大或棉箱开口太小。解决方法:调节罗拉隔距至5‰,或增大棉箱开口加大喂入量。
炮筒闷盖加压过大,逆时针旋转闷盖使其压力变松,或减少内部弹簧片对数。使左右正常在2000~3000个数字波动。
当左、右变化过大时,按照以上方法相反操作,确保薄棉快喂。
2、趟棉板至给棉罗拉处出现棉层断裂现象,可能是棉箱下棉的速度和喂入罗拉的速度不匹配,建议更换齿轮,加大喂入罗拉齿轮齿数。
3、棉箱内棉花高度一边高一边低。检查棉箱左右开口是否一致。在风道尾部铁板上可以打上几排出气孔,确保气流均匀稳定。
适当减小前道圆盘抓棉机的抓取量,提高小车的运转率,力争做到“少抓、勤抓”。
4、慢速转快速时出现细条或断条。其主要原因是:道夫为电机直接启动,而喂入的电机是变频器带动的平稳软启动,滞后所致。 也可以按照以下步骤检查:检查导棉装置张力是否均匀,龙头拉力是否过紧。手转轮离合器内部,三个爪型部件是否磨损严重,更换。
建议增加道夫变频装置,并且慢速启动设置为10HZ。加、减速时间(延长至40S)。或延长时间继电器动作时间。
5、棉条重量差异:调节管道压力及给棉量至稳定,保证各棉箱内供棉充足、稳定。棉箱内棉花不能走空或时高时低。检查棉箱光电、气压开关是否灵敏,保证储棉高度及下棉量始终均匀一致。
6、 变频器工作频率偏离正常值,在频率的上下限或下限工作,解决方法:通过改变链轮大小,使变频器工作在50Hz的中间部位。
7、显示英文,按F7后,清除报警后按F1返回在线状态。
8、正常开车若电机不转(不给棉),排除其它故障后,请检查道夫侧轴上安装的测速开关是否跑偏或损坏。也可打开机箱观察PLC左下角第一个绿灯是否正常有规律闪烁。
9、 位移传感器为本系统的关键部件,安装或擦车时均应轻拿轻放,避免撞击。位移传感器损坏或无输出会导致设备无法工作。正常用万用表测量,21、23端子,有无电压输出。
10 、 面板黄灯亮的话,表示棉卷过厚报警。
(1)、左、右任意一侧的棉层厚度超过设定值,检查罗拉是否缠花、塞死或棉层过厚导致报警。处理:停车后,按“倒车”按钮把噎死的棉花倒掉,重新生头开车。
(2)、道夫测速开关失灵等请检查。如检查无任何故障,查看F2参数,棉层超厚值设置是否超过32500。
(3)、检查F2和F5参数是否设定准确,关闭控制箱内开关再重新上电即可开车。
11、 左、右位移传感器处给棉罗拉要上、下移动灵活,不应有卡死、弹簧片压死现象。传感器边线要紧固好,不要任意扭动。
12、道夫速度过快容易造成检测不稳或无法检测。F3道夫速度不能超过40转。
13、在调换品种;或异常情况后,通过关电源再重新启动,让系统复位。
上一篇:
竹节纱装置说明书(英文)
下一篇:
棉纺细纱机变频节能改造的重要性
相关文章
细纱机电子凸轮升降电子
细纱机单锭检测(断纱监
纺织常用术语名词中英文
细纱机智能化纺纱之路:
自动络筒智能投纱系统改
棉纺细纱机变频节能改造